維修周期5個(gè)工作日
價(jià)格面議
品牌雷尼紹
規(guī)格OMP40-2
接收器OMI
四川納卡檢測(cè)服務(wù)有限公司授權(quán)成都國(guó)威冠準(zhǔn)檢測(cè)技術(shù)有限公司在網(wǎng)絡(luò)推廣平臺(tái)上為其進(jìn)行檢驗(yàn)檢測(cè)業(yè)務(wù)推廣。成都國(guó)威冠準(zhǔn)檢測(cè)技術(shù)有限公司所發(fā)信息中的檢驗(yàn)檢測(cè)由四川納卡檢測(cè)服務(wù)有限公司檢驗(yàn)檢測(cè),報(bào)告由四川納卡檢測(cè)服務(wù)有限公司出具。
雷尼紹探頭如何校正?就是說(shuō)當(dāng)信號(hào)采集與機(jī)床的坐標(biāo)值對(duì)應(yīng)的問(wèn)題?
雷尼紹探頭需要測(cè)定三種值才能更加準(zhǔn)確。其實(shí)系統(tǒng)自帶三種標(biāo)定循環(huán),跟據(jù)不同的機(jī)床和系統(tǒng)有不同的編程方法,通常是有標(biāo)定循環(huán)的。首先要用手工找正探針的中心,誤差越小越好,即使差一些也可以用程序再進(jìn)行標(biāo)定,但要盡量減小誤差因素。
1,長(zhǎng)度標(biāo)定,用主軸端面對(duì)出一個(gè)基準(zhǔn)平面,然后用程序進(jìn)行標(biāo)定。
2,偏心標(biāo)定,用機(jī)床鏜一個(gè)孔,圓度、光潔度、位置度要好,執(zhí)行循環(huán)后機(jī)床會(huì)自動(dòng)記錄下X與Y方向的偏心值。
3,探針半徑標(biāo)定,用環(huán)規(guī),執(zhí)行循環(huán)后會(huì)記錄下每隔三十度圓周上的球半徑值,有兩種測(cè)量方式,半徑標(biāo)定,記錄四個(gè)值,矢量半徑標(biāo)定記錄八個(gè)值。
在標(biāo)定完成之后,系統(tǒng)測(cè)量出來(lái)的數(shù)據(jù)會(huì)自動(dòng)記錄在機(jī)床參數(shù)中,待使用時(shí)自動(dòng)進(jìn)行補(bǔ)償。但是在遇到下列情況時(shí)要重新標(biāo)定。
1、機(jī)床精度調(diào)整之后
2、重校螺補(bǔ)之后
3、探頭拆卸之后
4、重新傳入PLC之后

杜絕CNC機(jī)床因兩次裝夾工件進(jìn)行修復(fù)造成的浪費(fèi)NC測(cè)量系統(tǒng)功能之一是:當(dāng)CNC機(jī)床把工件加工完畢后,該系統(tǒng)能立馬識(shí)別該工件是否合格,加減幾個(gè)絲、幾個(gè)um.并且迅速打印出圖文并貌的檢測(cè)報(bào)告,檢測(cè)精度高達(dá)±0.003mm.在沒(méi)有NC測(cè)量系統(tǒng)的狀況下,我們通常都是將CNC機(jī)床加工后的復(fù)雜零件或精密零件,先用卡尺或其他簡(jiǎn)單的量具確認(rèn)一下,估計(jì)沒(méi)問(wèn)題后卸下來(lái)送到三坐標(biāo)測(cè)量機(jī)上去終檢測(cè),檢測(cè)如果不合格,大了3個(gè)絲或5個(gè)絲不合格怎么辦?只有到CNC機(jī)床上進(jìn)行二次加工修復(fù).二次加工修復(fù)需要重新裝夾,校表、分中、對(duì)刀,一絲不差的校表、分中、對(duì)刀幾乎是不可能做得到的,很難.往往是二次加工修復(fù)時(shí),因?yàn)樾1怼⒎种小?duì)刀失誤,二次裝夾沒(méi)有達(dá)到要求,該加工的地方?jīng)]有加工到,不需要加工的地方刺棱以下消掉了一塊,工件徹底報(bào)廢,白忙活了,損失時(shí)間損失了工錢(qián)又損失了材料.該NC測(cè)量系統(tǒng)能徹底杜絕此現(xiàn)象發(fā)生.徹底杜絕廢品,實(shí)現(xiàn)CNC加工下線(xiàn)前的檢測(cè)CNC數(shù)控機(jī)床加工的零件一般精度都比較高或工件形狀比較復(fù)雜,用通用的或簡(jiǎn)單的量具測(cè)量進(jìn)行測(cè)量十分困難或者根本就測(cè)量不了,比如象拳頭這樣的零件,都是不規(guī)則曲面,通用量具根本就無(wú)法測(cè)量.以上難題對(duì)NC測(cè)量系統(tǒng)而言則是十分簡(jiǎn)單的事情,

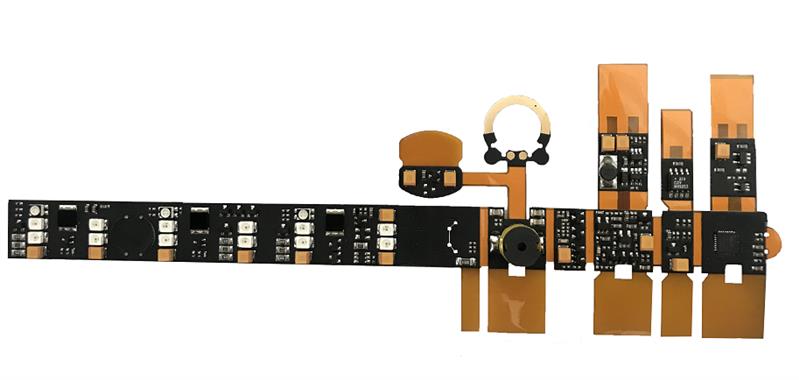
renishaw雷尼紹測(cè)頭維修,雷尼紹測(cè)頭換新
專(zhuān)業(yè)維修雷尼紹renishaw系列測(cè)頭、雷尼紹renishaw接收器。專(zhuān)業(yè)團(tuán)隊(duì)、技術(shù)過(guò)硬、十余年維修經(jīng)驗(yàn)。維修服務(wù)型號(hào):OMP40-2、OMI、OMI-2、OP32E、OMP60等。歡迎來(lái)電咨詢(xún)洽談!
機(jī)臺(tái)參數(shù)設(shè)置:
1.探頭接收器線(xiàn)不接,X4.4應(yīng)與X4.7短接
2.參數(shù)設(shè)置:
NC參數(shù)6200#7=1,6202#0=1
K參數(shù)K17#2=1
K23#0=0 (RENISHAW MP12),
K23#0=1(RENISHAWOMP40)
3.功能設(shè)置:
進(jìn)入快速畫(huà)面à維修設(shè)定à外部接口à輸入信號(hào):
X4.3為60(探頭錯(cuò)誤);
X4.4為58(探頭狀態(tài))
X4.5為59(探頭電池電壓低);
X4.7為46(跳轉(zhuǎn))
輸出信號(hào):Y2.0為82(探頭ON/OFF)
4.探頭指令開(kāi)關(guān):
M17:打開(kāi), M18:關(guān)閉
5.取下探頭電池,然后裝上,將探頭狀態(tài)設(shè)為:紅/紅/紅
-/gjcjaf/-
http://m.00188888.com



")
境檢測(cè)")
價(jià)格")
生檢測(cè)")
")
")
檢測(cè)分析")
量校準(zhǔn)校正服務(wù)")
損檢測(cè)測(cè)試")
分析")
")
")
分析")

")
檢測(cè)服務(wù)")
_四川成都土壤檢測(cè)")