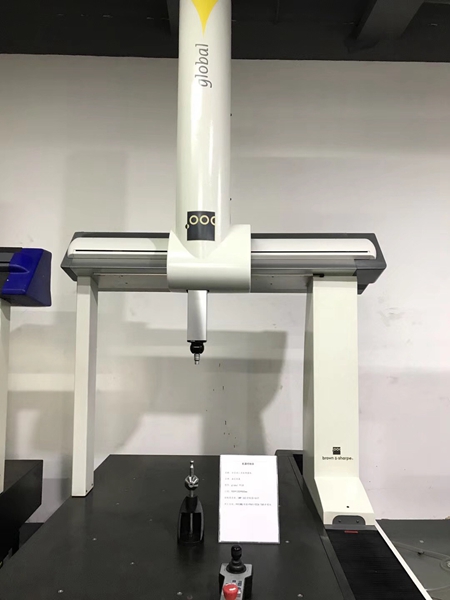
測(cè)試周期3~5個(gè)工作日
測(cè)試設(shè)備三坐標(biāo)測(cè)量儀/影像測(cè)量儀
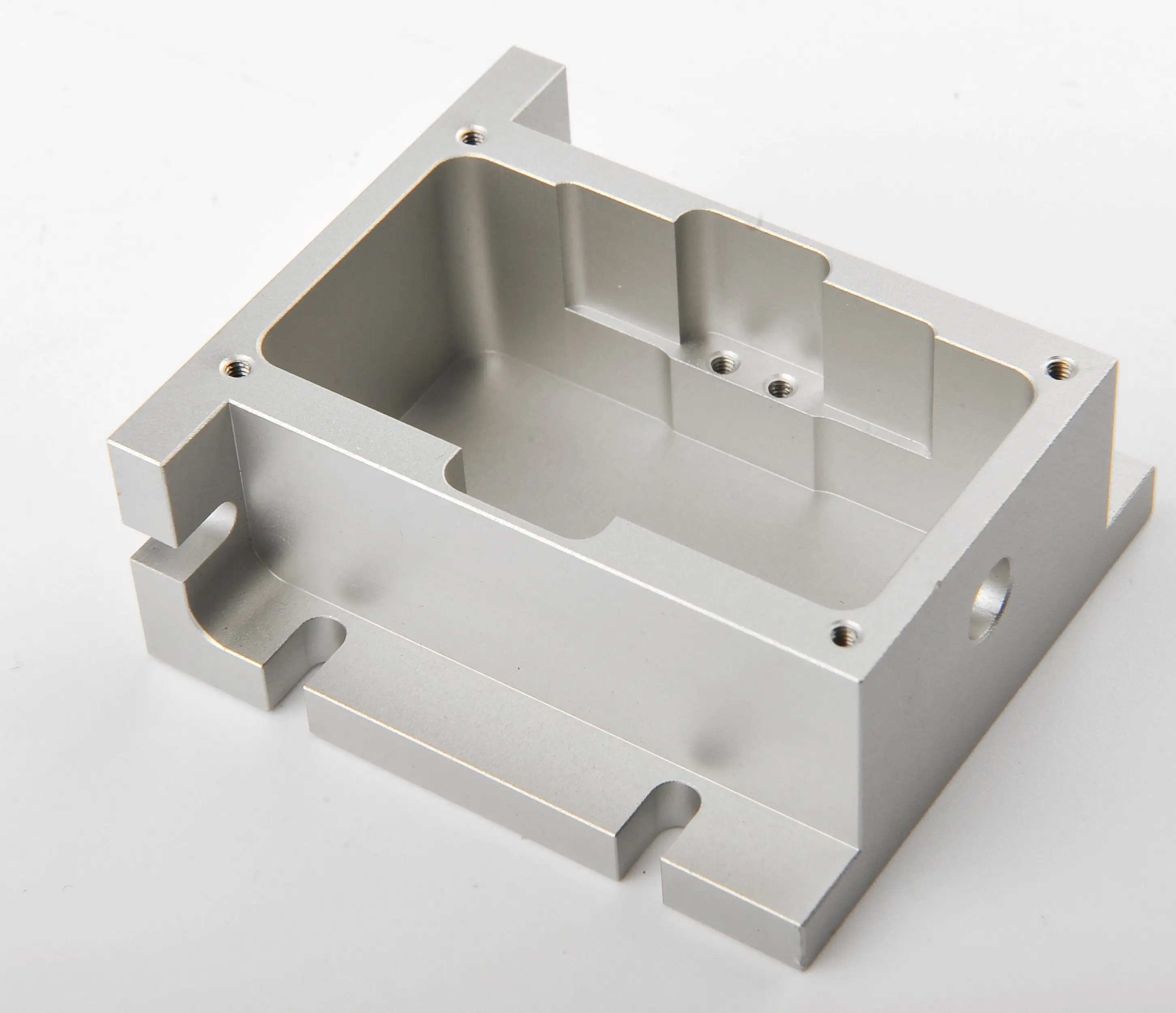
檢測(cè)樣品范圍金屬加工件、塑料件等
設(shè)備品牌海克斯康
平臺(tái)(工作臺(tái))花崗巖
四川納卡檢測(cè)服務(wù)有限公司授權(quán)成都國威冠準(zhǔn)檢測(cè)技術(shù)有限公司在網(wǎng)絡(luò)推廣平臺(tái)上為其進(jìn)行檢驗(yàn)檢測(cè)業(yè)務(wù)推廣。成都國威冠準(zhǔn)檢測(cè)技術(shù)有限公司所發(fā)信息中的檢驗(yàn)檢測(cè)由四川納卡檢測(cè)服務(wù)有限公司檢驗(yàn)檢測(cè),報(bào)告由四川納卡檢測(cè)服務(wù)有限公司出具。
形位公差檢測(cè)
零件結(jié)構(gòu)的幾何形狀和相對(duì)位置是由形狀公差和位置公差來保證。對(duì)某些精度要求較高的零件,不僅需要保證其尺寸公差,而且還要保證其形位公差。
形位公差可為分為形狀公差和位置公差。
形狀公差包括直線度、平面度、圓度、圓柱度、線輪廓度、面輪廓度。
位置公差包括
定向公差(平行度、垂直度、傾斜度)
定位公差(同軸度、對(duì)稱度、位置度)
跳動(dòng)公差(圓跳動(dòng)、全跳動(dòng))
表面粗糙度檢測(cè)
表面粗糙度是指加工表面具有的較小間距和微小峰谷的不平度 。其兩波峰或兩波谷之間的距離(波距)很小(在1mm以下),它屬于微觀幾何形狀誤差。
影響:表面粗糙度與機(jī)械零件的配合性質(zhì)、耐磨性、疲勞強(qiáng)度、接觸剛度、振動(dòng)和噪聲等有密切關(guān)系,對(duì)機(jī)械產(chǎn)品的使用壽命和可靠性有重要影響。
作用:生產(chǎn)過程控制、預(yù)測(cè)工件的表現(xiàn)、零件的性能
表面粗糙度參數(shù):Ra、Rz 、Rp 、Rv、Sa、Sz等

采用三維掃描儀能夠快速地獲得掃描物體的點(diǎn)云數(shù)據(jù),通過的運(yùn)用后期軟件,就能準(zhǔn)確地獲得掃描物體的三維實(shí)體數(shù)據(jù)。表面粗糙度是指零件表面上具有較小間距和微小峰谷所形成的微觀幾何形狀誤差。是零件表面評(píng)定的重要技術(shù)指標(biāo)之一。表面粗糙度是衡量已加工表面質(zhì)量的重要標(biāo)志之一,它對(duì)零件的耐磨性、耐腐蝕性、疲勞強(qiáng)度和配合性質(zhì)都有很大影響。影像測(cè)量機(jī)通過鐳射的探照,可輕松測(cè)量樣品的小孔直徑、樣品輪廓等較為復(fù)雜的尺寸。
微觀尺寸檢測(cè)
采用布魯克的3D白光干涉儀、東京精密的2D探針輪廓儀、掃描電子顯微鏡等國際超精密設(shè)備,能為企業(yè)提供微米、納米級(jí)別的微觀尺寸量測(cè)、3D形貌掃描分析、非常規(guī)尺寸(如微小部件的R角半徑、樣品表面異常分析等)以及表面粗糙檢測(cè)等服務(wù),幫助企業(yè)解決一系列產(chǎn)品開發(fā)、生產(chǎn)過程中出現(xiàn)的各種異常狀況,協(xié)助企業(yè)管控生產(chǎn)質(zhì)量。
表面粗糙度參數(shù)含義
Ra評(píng)定輪廓算術(shù)平均偏差:在一個(gè)取樣長度內(nèi)縱坐標(biāo)值的的算術(shù)平均值。
Rz輪廓大高度:在一個(gè)取樣長度內(nèi),大輪廓峰高與低輪廓谷深之間的距離。(在GB/T 3505-83版中Rz曾用于表示‘不平度的十點(diǎn)高度’。)
Rt輪廓總高度:在評(píng)定長度內(nèi)大輪廓峰高和低輪廓谷深之間的距離。(由于評(píng)定長度≥取樣長度,故Rt≥Rz)
Sa評(píng)定表面算術(shù)平均偏差:在取樣面積內(nèi)縱坐標(biāo)的的算術(shù)平均值。(3D光學(xué)干涉法測(cè)量出的面粗糙度,適用于Ra≤0.8微米的表面粗糙度)
Rq評(píng)定輪廓的均方根差:在一個(gè)取樣長度內(nèi)縱坐標(biāo)的均方根值。
測(cè)量方法:探針接觸式測(cè)量法、光學(xué)干涉非接觸式測(cè)量法
檢測(cè)設(shè)備:2D輪廓掃描儀、3D光學(xué)干涉儀
都檢測(cè)中心3D驗(yàn)證實(shí)驗(yàn)室配備有目前市場(chǎng)上的掃描設(shè)備ATOS,利用光學(xué)拍照定位技術(shù)和光柵測(cè)量原理及其特的自動(dòng)拼接技術(shù),拓展出對(duì)曲面的檢測(cè)和外觀缺陷分析的能力。同時(shí)延伸出逆向工程、機(jī)構(gòu)設(shè)計(jì),以滿足市場(chǎng)需求。
http://m.00188888.com


")
境檢測(cè)")
價(jià)格")
生檢測(cè)")
")
")
檢測(cè)分析")
量校準(zhǔn)校正服務(wù)")
測(cè)試")
分析")
")
")
分析")

")
檢測(cè)服務(wù)")
_四川成都土壤檢測(cè)")